|
Ein neues
Aktivatorsystem für eine neue No-Clean-Lötcreme.
Ein organisch-metallischer
Polydendrimer-Aktivator , mit verbesserten chemischen, physikalischen
und rheologischen Eigenschaften. Diese komplexe technische Lösung
wurde entwickelt, um die Standzeit, die Klebekraft und Klebedauer,
sowie die Druckeigenschaften der Lötcreme zu verbessern.
Die chemisch-technische Abhandlung:
By Ajith H. Premasiri, Ph.D.,
William R. Gesick, Marcia F. Gesick, and Dana P. Imler
A new no-clean paste has been developed using organo-metallic
chelation chemistry with a dendrimer polymer as the activator.
The paste consists of two parts: the Resin and the activator
system, which has a dendrimer polymer synthesized by a natural
product copolymerized with a multidentate chelator compound.
The activator is suspended in a trace of solvent, which is higher
in polarity to attract to the polymeric network and to avoid
forming an azeotrope with the consumed polymer species in the
solder reflow process. Volatile fragments are carried away along
with a fraction of the consumed activator system.
In the soak zone of the oven, the polymer is activated and undergoes
rapid chelation with the metal ions in the alloy. In the reflow
zone, the resultant organo-metallic dendrimer polymer is consumed
in a stoichiometrically controlled environment via a time- and
temperature- dependent molecular reorganization process to yield
clear, hard, non-tacky, non-hygroscopic, and low levels of residue.
Depending on the length of the oven, resultant residue levels
will be approximately 0.5 percent.
New vs. Traditional Activators
In traditional solder paste technology, the wetting
of solder is achieved by chemical reduction of the surface of
the substrate with halides, halogens, amines, and carboxylic
acids in the activator system. By using such activators, chemical
reduction causes a lowering of the surface tension of the substrate,
resulting in the wetting of solder. By contrast, the new paste
features a large number of multidentate reactive sites that contain
hetero atoms and unsaturated (double and triple) bonds. These
engage in chelation with the metal ions in the oxide layer of
the alloy while reducing the surface of the substrate to chemically
enhance wetting characteristics. The activator has a high number
of reducing sites for electron donation to the surface so that
the reduction may take place, since multidentate hetero atoms
and unsaturated pi bonding belong to part of the polymeric network.
In traditional no-clean solder pastes, a limited number of halide
ions, halogens, amines or carboxylic acids exist within the specifications
of surface mount soldering guidelines. In the new solder paste,
one molecule of activator carries a large number of active reducing
sites prevailing in a dendrite polymer network. Accordingly,
the effective number of active reducing sites is higher.
Another advantage provided by the new activator is that the post
reflow residue is non-corrosive, nonconductive and non-hygroscopic
compared to traditional no-clean pastes, which include corrosive
and ionic species. A covalent nature is exhibited by the polymer
before reflow and oligomer species of the post-reflow residue.
The result is a hard, clear, non-tacky, non-hygroscopic, and
chemically benign surface vs. ionic or polar materials, which
result in ionic contamination in the post-reflow residue of traditional
no clean pastes.
To date, the following solder paste alloys have successfully
been used with the polymer activator system:
Sn62/Pb36/Ag2 (type 3 and 4 powder)
Sn63/Pb37 (type 3 and 4 powder)
Sn95/Ag5 (type 3 powder) - lead free
Sn96.5/Ag3.5 (type 3 powder) - lead free
Sn10/Pb88/Ag2 (type 3 powder)
Sn43/Pb43/Bil4 (type 3 powder)
Sn5/Pb85/Sbl0 (type 3 powder)
Fatigue Resistant Solder (non-alloying
dopant added)
The effectiveness of using these alloy systems with the novel
activator may be traced to the ability of the dendrimer polymer
to chelate effectively with metals having different ionic radii.
The multidentate ligands of the activator polymer offer flexibility
in encapsulating different size metal ions. Further, the pi orbitals
and nonbonding lone electron pairs of chelating groups are spatially
arranged for an effective chelation configuration.
Print Characteristics
The body, tack time, and printability of a no-clean paste are
dependent on its ingredients. Typically, the rosin or resin provides
the desired features to the paste. The novel activator, however,
is intended to provide a tack time of several weeks together
with finepitch characteristics (e.g., 0.005-0.008" with
T5 powder of 20-28 µm particles). Also, with traditional
no-clean solder pastes, the components must be placed within
a few hours of printing the circuit boards. In contrast, the
new paste remains tacky because the solvent is chemically trapped
in the three-dimensional polymeric network. No solvent dry-out
is observed during printing or the subsequent time lag before
placement of the components. Further, the activator's gravitational
force tends to slip paste through apertures of the stencil, yielding
well-defined fine-pitch on printing.
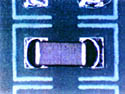
Cross-sectional analysis and pull-strength testing of various
surface mount component solder joints enable one to determine
their quality and integrity. Figure 1
is a crosssection view of a PLCC solder joint displaying good
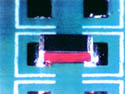
wetting to a lead and board with minimum void formation. Figure 2 is a close-up of the solder joint's
heel area. In all examples, pull tests indicated that the solder
joints tended to be stronger than the adhesion of the copper
lands to the board; many of the PLCC tests resulted in lifted
lands. Ion chromatographic tests performed for electromigration
analysis of these joints confirmed the benign character of the
post-reflow residues. |
Quality Enhancement
The new solder paste is designed as a drop-in replacement that
requires no nitrogen- environment assistance. Other characteristics
of the organo-metallic polydendrimer- activated material include:
* low levels of residue depend on the length of the oven. The
longer the oven, the lower the residue upon reflow. Post-reflow
residue is chemically inert. Spectroscopically monitored after
reflow, it also has been found to be non-reacting. Finally, since
degradation of the organo-metallic polymer does not create ionic
species, ionic contamination is not a hazard.
* The material's extended tack time is due to the three-dimensional
polymeric network, which acts as a barrier to solvent release
from the paste. SMT Magazine
* NC-559, Amtech Inc. Dr. A.H. Premasiri, W.R. Gesick, M.F. Gesick,
and D.P. Imler may be contacted at Amtech Inc., 75 Schoolground
Road, Branford, CT 06405; (203)-481-0362; Fax: (203)- 481-5033.
References
- Tomalia, D.A, Naylor, A.M, Goddard III,
W.A, Starburst Dendrimers: Molecular- Level
Control of Size, Shape, Surface Chemistry, Topology, and Flexibility
from Atoms to Macroscopic Matter, Angewandte Chemie,
International Edition in English, 29, p.l38, 1990.
- (a) Rao, C.N.R, Ultra-Violet and
Visible Spectroscopy, 2nd Edition, Plenum Press, New
York, Chapter 11, p.147, 1967.
(b) Nakamoto, K, J. Am. Chem. Soc., 74, p.1739,
1952.
(c) Andrews L, J. Chem. Rev., 54, p.713, 1954.
(d) Rand, S, Strong, R.L, J. Am. Chem. Soc.,
82, p.5, 1960.
(e) Person, W.B, J. Am. Chem. Soc., 87, p.167,
1965.
- (a) Poller, R.C, J. Inorg. Nucl. Chem.,
24, p.593, 1962.
(b) Cummins, R.A, Aust. J. Chem., 18, p.98, 1965.
(c) Kawasaki, Y, Tanaka, T, J. Organomet. Chem., 6, p.95, 1966.
Figure 1. Micrograph of PLCC solder joint.
Cross-sectional analysis reveals good wetting to lead and board.
Figure 2. Close-up micrograph of heel area
of PLCC joint. Note minimal void formation. |